

为了让您更全面地了解我们的大口径直缝焊管规格产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
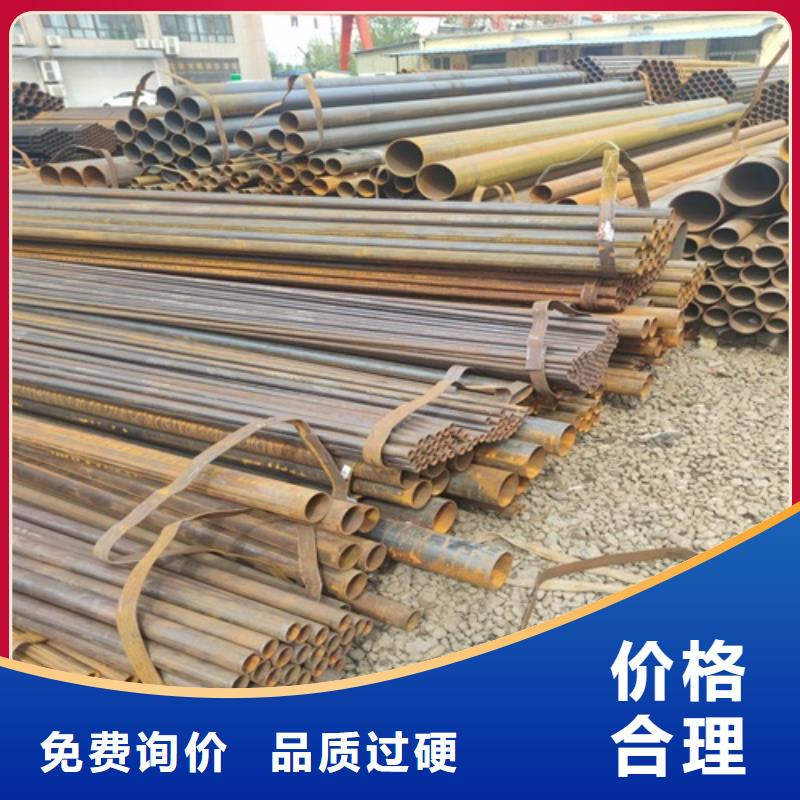
以下是:大口径直缝焊管规格的图文介绍

焊管生产加工分冷拉和热扎,原材料分为一般管,合金管。按照适用范围分为结构用无缝钢管;运送用无缝钢管;热处理炉用无缝钢管;热处理炉用髙压无缝钢管;有机肥料设备用髙压无缝钢管;地质环境砖探用无缝管;石油砖探用无缝钢管;石油裂化用无缝管;船舶用无缝钢管;冷拔热扎细致无缝钢管;各式各样合金管。 焊管分类--热扎焊管,热扎焊管,冷拔焊管,挤压焊管,顶管工程。 焊管的退火工艺:把成都市焊管热处理到金相组织,升温溫度为840℃,保温隔热時间为2-3小时,再随炉冷到500℃,再发布空冷。热处理的时间段都必须保温隔热2到2.5小时,提议是能冷到450度左右。


小口径焊管酸洗钝化的步骤: 1、准备工作 2、化学除油,化学除油采用槽内浸泡方式,除油槽用钢板制作,内壁铺PVC或聚乙烯。小口径焊管在槽内浸泡时,应注意放置的位置,避免管内存留空气。浸泡过程中应上下前后移动或翻动管件,使内腔溶液不断更换,以提高效果。必要时取出管件,用水气冲洗后再进行浸泡。 3、热水漂洗,除油后的焊管从除油槽内取出,浸泡在40℃~60℃左右的热水槽内漂洗,时间5~20分钟,热水槽用钢板制作,内壁铺PVC或聚乙烯。水中氯离子含量小于25ppm。 4、用水冲洗,水漂洗过的管件用压力水(压力P≥0.1Mpa)进行冲洗。 5、钝化 6、干燥 经过钝化的管件,要抓紧用洁净的压缩空气或氮气吹干,并且必须有足够的时间(至少2小时)使之在空气中自然钝化。 7、检验 管件经钝化后,应进行自检、互检,然后提交质检员按要求进行验收。 8、保护 1) 如外表面需要进行油漆的焊管,则按照涂装要求进行。 2) 检验合格后的管件用塑料塞封口,用三防布进行包扎保护,并进行标识。



雅安鹏鑫钢铁在 无缝钢管生产上始终坚持将科技创新及市场实际需求放在首位。吸取国内外先进技术,致力 无缝钢管技术攻关,公司引进了先进的 无缝钢管自动化生产线,使公司产品可以满足各用户的要求。 公司拥有技术的科技人员,专业的设备制作人员,工程安装施工人员,我公司运用现代化的高科技手段,不断创新,不断发展,致力于 无缝钢管新技术的研发和生产。

Q345E焊管国标标准 Q345E焊管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。Q345E焊管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。 较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。 生产流程 Q345E焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。 直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。 补充:Q345E焊管是用带钢焊接的,所以在原来它的地位没无缝管高。 Q345E焊管工艺流程 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。

